

Portes intérieures de qualité meuble

Utilisant une technologie de pointe, Nießing produit des portes intérieures de qualité mobilier
Configuration très flexible
Le fabricant de portes Nießing, basé à Borken, a mis une partie de sa production sur de nouvelles bases solides. Le nouveau système de stockage de panneaux alimente automatiquement à la fois la scie horizontale et la nouvelle CNC haute performance. Cela peut sembler "de masse" au premier abord, mais il s'agit d'un tout autre contexte : la technologie ultramoderne permet la production flexible et précise de portes intérieures absolument individuelles, qui sont de la plus haute qualité en termes de qualité jusque dans les moindres détails. .
Nießing produit des portes intérieures de haute qualité sur un total d'environ 10 000 m2 à Borken, dans le nord-ouest de la Rhénanie du Nord-Westphalie, près de la frontière néerlandaise. L'entreprise familiale est dirigée par Josef Nießing (66 ans) et son fils Jonas (33 ans). L'année dernière, les deux maîtres charpentiers ont investi massivement dans un nouveau hall de production et dans une technologie de machines ultramoderne, ouvrant ainsi la voie à l'avenir.
Un partenaire solide pour le commerce et l'industrie
Dès les années 1970, l'entreprise se spécialise exclusivement dans la production de portes intérieures. Au début, il s'agissait d'éléments spéciaux pour l'industrie des portes à grande échelle. À partir de l'an 2000, Nießing a réalisé des investissements ciblés dans le développement de sa propre marque. De cette façon, l'entreprise a réussi à s'imposer comme fournisseur de portes intérieures de haute qualité, en particulier pour les charpentiers et les menuisiers. Aujourd'hui, ce domaine contribue de manière significative aux ventes, et la tendance est à la hausse. Josef Nießing : « Nous nous distinguons particulièrement auprès de nos collègues menuisiers et menuisiers par notre haut niveau de qualité et notre grande flexibilité. Bien sûr, vous ne trouverez pas de porte à 250 euros ici chez nous.
Aujourd'hui, plus de 200 menuisiers et menuisiers font confiance à un partenariat avec Nießing. L'entreprise est toujours un fournisseur et un partenaire très recherché et fiable pour des solutions spéciales en tant que fournisseur de l'industrie.
L'épouse de Josef Nießing, Mechthild, qui s'occupe du marketing, résume ce que représente l'entreprise familiale : « Nous nous considérons comme un partenaire pour nos clients de la menuiserie et de l'industrie des portes. L'objectif doit toujours être de réussir ensemble à long terme.
L'entreprise emploie 44 personnes. La formation est également très importante dans la guilde des menuisiers. Josef Nießing : « Nous avons toujours quatre à cinq stagiaires. Il est important pour nous qu'ils travaillent avec nous à titre d'essai ou fassent un stage au préalable.
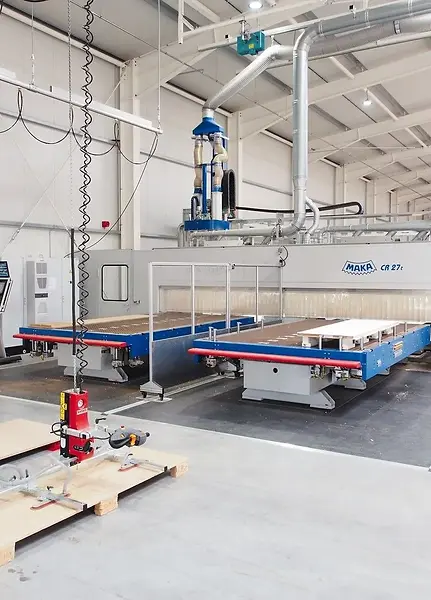

L'entrepôt automatique alimente la scie et la CNC
L'année dernière, Nießing a agrandi sa production d'un hall de 2500 m2. Raison : La découpe de panneaux et le traitement CNC ont été portés à un nouveau niveau. La pièce maîtresse est un système de stockage de panneaux entièrement automatique CSF de Barbaric. Cela alimente à la fois la scie à panneaux Schelling fh 4 et le centre d'usinage CNC haute performance CR 27t de Maka.
Jonas Nießing est très satisfait : "Avec le stockage Barbaric, nous pouvons traiter pratiquement tous les panneaux jusqu'à 300 kg que nous traitons - même les plus difficiles. Pour que cela fonctionne, Barbaric a écrit plus de 25 programmes pour le manipulateur. Dans un avenir proche, celui-ci sera adapté à la manipulation de panneaux isolants en fibres de bois avec des pinces à aiguilles.
Nießing occupe actuellement environ 60 places dans l'entrepôt de 35 m de long, triées aussi bien de manière chaotique que par ordre. Ce sont des formats complets, demi et autres, mais aussi des pièces semi-finies et des restes. Grâce à l'unité de retournement à 90°, les panneaux peuvent être stockés dans toutes les directions. Les panneaux sont mesurés et pesés lors de chaque processus de réempilage. Également à bord du camp barbare se trouve l'imprimante d'étiquetage LPS. Avec cet appareil, les panneaux peuvent être étiquetés avant d'être coupés.
CNC haute performance configurée individuellement
Un véritable point fort dans le nouveau hall est le nouveau centre d'usinage Maka CNC. Avec Michael Meer, Maka Sales Manager North, Josef et Jonas Nießing ont passé des heures et des demi-nuits à réfléchir, transpirer et discuter. Au final, ils ont défini une machine configurée très individuellement qui répond aux normes élevées de qualité et de performance.
Le centre d'usinage CNC 5 axes CR27 t dispose de deux tables mobiles en tandem qui peuvent être couplées si nécessaire. La zone de travail (dimensions du cube) avec une longueur totale d'outil de 200 mm et un diamètre d'outil de 60 mm est de 2200 x 4100 x 400 mm par table. L'allée centrale entre les deux tables permet le chargement de trois côtés : manuellement depuis l'avant ou depuis le côté de la table, et de manière entièrement automatique depuis l'arrière du stockage des panneaux. Cela offre au fabricant de portes une flexibilité extrêmement élevée. Les tables de la machine ont une course d'extension étendue. Cela signifie que le Maka peut être chargé automatiquement depuis le stockage des panneaux sans aucun problème.
Père et fils sont de vrais mordus de technologie et m'expliquent les nombreux détails passionnants de la machine. Ils ont été particulièrement séduits par une chose : la broche 5 axes (26 kW) avec le système d'entraînement galaxy de Wittenstein. "La broche est géniale car elle est totalement sans jeu et nous permet d'atteindre des performances d'usinage très élevées."
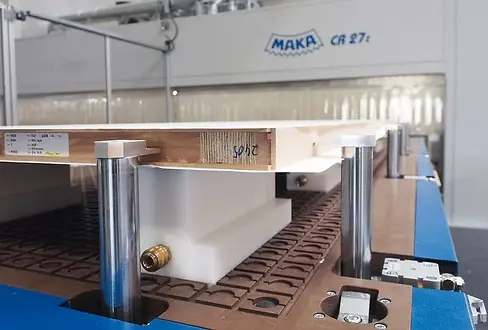
Les tables à grille en résine phénolique sont équipées de rainures fraisées pour l'insertion des cordons d'étanchéité. Chaque table comporte sept butées longitudinales de pièce à usiner pouvant être abaissées pneumatiquement, conçues comme des vérins de levage et de pivotement avec une languette d'arrêt pour les placages en surplomb. La machine dispose d'un grand nombre de détails d'équipement spéciaux, notamment:
-
14 circuits de serrage à vide par table de machine
-
Broche de fraisage 4 axes supplémentaire HSK F63, 26 kW
-
Magasin d'outils à chaîne avec 33 emplacements pour unité 5 axes
-
deux magasins d'outils à plateau tournant de 20 emplacements chacun pour l'unité 4 axes
-
une barre d'aspiration avec levage automatique par table (0 – 400 mm, réglable de manière variable)
-
deux systèmes automatiques de mesure et de détection de bris d'outils avec faisceau laser
-
Sonde 3D avec transmission radio
-
Système de caméra pour la surveillance des processus
-
Système de projection laser contour Maka.
-
Logiciel CAO/FAO indépendant de la machine
Pour la conception et la connexion de la machine, les fabricants de portes utilisent une combinaison d'AutoCAD et du logiciel de FAO indépendant de la machine NC-Hops pour la production de portes de Direkt CNC-Systems. Jonas Nießing : "Maintenant que nous sommes bien positionnés en termes de technologie des machines, nous travaillons déjà intensivement sur de nouveaux logiciels de CAO."



KeraTür investiert in 5-Achs-CNC-Komplettbearbeitung für Türblätter
Handwerk trifft Technik
Mit einer außergewöhnlich hohen Wertschöpfungstiefe produziert KeraTür in Raesfeld hochwertige Haustüren in allen Stilrichtungen und mit interessanten Alleinstellungsmerkmalen. Für die flexible Komplettbearbeitung der Türblätter hat das Unternehmen in eine 5-Achs-CNC von Maka investiert – was u. a. einen deutlichen Produktivitätsschub mit sich brachte.
KeraTür macht nur eines, aber das besonders gut: Haustüren aus Holz. Diese bieten u. a. passivhaustaugliche Wärmedämmwerte ab 0,64 W/m2K sowie Sicherheitsklassen bis RC3. Wichtigste Säule ist die enge Zusammenarbeit mit der Fertighausindustrie. Ebenso werden Privatkunden bedient – inklusive Beratung in der Ausstellung sowie Montage und Service vor Ort. Auch für Händler und Tischler empfiehlt sich das Unternehmen als Partner. Julian Kemming (40), dessen Urgroßvater die Tischlerei gründete: „Bei uns trifft flexible Maschinentechnik auf traditionelle Handarbeit.“
In Sachen Konstruktion wird auf Entwicklungen aus dem eigenen Haus gesetzt. Als Türrahmen kommt ein eigens entwickeltes Blockzargensystem mit 120 mm Profilstärke anstatt eines herkömmlichen Blendrahmens zum Einsatz. Das ist ein interessantes Alleinstellungsmerkmal in puncto Stabilität und auch Optik, da alle Rahmenriegel die gleiche Ansichtsbreite im eingebauten Zustand haben. Die Türblätter sind 94 mm dick und in zweischaliger Verbundbauweise ausgeführt.
Die Produktpalette reicht vom preisbewussten Serienprogramm bis hin zu individuellen High-End-Lösungen. KeraTür wurde bereits viermal mit dem RedDot-Design-Award für innovatives Produktdesign ausgezeichnet. Attraktiv in Szene gesetzt wird das Portfolio in der hauseigenen, 200 m2 großen Ausstellung am Firmensitz in Raesfeld.
Sehr hohe Wertschöpfungstiefe
Mit seinen insgesamt rund 70 Mitarbeiterinnen und Mitarbeitern – davon 50 in der Produktion – setzt der Haustürhersteller auf eine extrem hohe Fertigungstiefe. Gekauft wird das Schnittholz direkt beim Sägewerk. Nach sechsmonatiger Freiluftlagerung wird das Holz in modernen Kammern schonend getrocknet und dann erst im eigenen Betrieb entsprechend weiterverarbeitet. Ob Kanteln, Türrohlinge, Füllungen, Aufdoppelungen und mehr: KeraTür produziert all diese Komponenten komplett selber, um keinerlei Kompromisse in Sachen Qualität bei den jährlich insgesamt rund 3500 bis 4000 produzierten Haustüren eingehen zu müssen. „Das hat auch mit Termintreue zu tun, die wir sehr großschreiben“, so Julian Kemming. „Wir liefern zuverlässig innerhalb von drei Wochen ab Bestellung. Das schaffen wir nur, weil die komplette Lieferkette im eigenen Haus ist.“ Um das zu realisieren, ist auch ein sehr flexibler und leistungsstarker Maschinenpark erforderlich.
Flexible Komplettbearbeitung der Türblätter
Die CNC-Bearbeitung der Kanteln wird seit 2014 auf einer Conturex aus dem Hause Weinig ausgeführt. Die Türblattbearbeitung erfolgt seit 30 Jahren zuverlässig auf einem CNC-Bearbeitungszentrum mit zwei Tischen der Fa. Heian. Um flexibler auf die stetig gewachsene Auftragslage mit höheren Produktionskapazitäten zu reagieren, hat man sich zur Investition in ein zweites CNC-BAZ entschieden. Zunächst wurden dazu alle namhaften CNC-Hersteller am Markt gescreent. Aufgrund der hohen Zerspanungsleistung beim Fräsen von bis zu 150 mm dicken Türblättern braucht es eine sehr robuste Bauweise. Daher kam nur eine schwere Tischmaschine mit festem Portal infrage. Kemming: „Nach dem ersten Gespräch mit Michael Meer von Maka Nord war klar, dass Maka der richtige Partner für uns ist.“ Das Unternehmen entschied sich für das 5-Achs-Bearbeitungszentrum CR 27s. „Gemeinsam mit Michael Meer haben wir eine optimale Lösung für uns erarbeitet.“
Zudem hat Kemming sich intensiv mit Kollegen, beispielsweise mit dem Innentürhersteller Nießing aus dem nahegelegenen Borken, ausgetauscht, der ebenfalls auf Maka-CNC-Technologie bei der Türblattbearbeitung setzt.



Starke Features, unkomplizierte Anbindung
Die Maka bietet einen flexiblen Arbeitsbereich von 3000 x 1500 x 400 mm. An Bord hat sie ein Hightech-5-Achs-Universalaggregat mit Galaxie-Antrieb und einer Leistung von 26 kW. Die sehr hohe Verdrehsteifigkeit und Nullspiel sorgen für hochpräzise Bearbeitungsergebnisse.
Für das Spannen auf dem Rastertisch wurden spezielle Vakuum-Blocksauger entwickelt. Als Anschlag kommen absenkbare Anschlagbolzen zum Einsatz. Diese lassen sich noch um 90° verdrehen, falls das Werkstück einen Falz- bzw. Furnierüberstand hat. Zudem hat sich die Laser-Positionierung von Sauger und Werkstück bewährt. Der Kettenwerkzeugwechsler hat 51 Plätze. Hinzu kommt ein zusätzlicher Pick-up-Platz für drei weitere große Werkzeuge bzw. Aggregate. Die Bohr- und Fräsaggregate lieferte – wie zuvor bereits für die Heian und Conturex – die Fa. Grotefeld. „Auch hier lief die Abstimmung hervorragend und mit der Performance sind wir sehr zufrieden.“ Um das manuelle Schleifen auf die Maschine zu verlagern, hat man sich an den Schleifexperten Arminius gewandt. „Die für uns entwickelten Schleifaggregate arbeiten sehr präzise und mit einer langen Standzeit. So wird dieser sonst zeitaufwendige Arbeitsschritt den Kollegen im Bankraum erspart.“
Angesteuert wird die Maka (sowie auch die Conturex) von der CAD/CAM-Software Alphacam. Julian Kemming: „Das ist eine in der Praxis bewährte Lösung, die auch bei uns perfekt funktioniert.“ Unterm Strich freut Kemming sich über spürbar schnellere Bearbeitungs- und Werkzeugwechselzeiten.
KeraTür GmbH & Co. KG 46348 Raesfeld www.keratuer.de
BM-Fotos: Christian Närdemann