

Drzwi wewnętrzne o jakości meblowej

Nießing produkuje drzwi wewnętrzne o jakości mebli, stosując najnowocześniejszą technologię
Bardzo elastyczna konfiguracja
Producent drzwi Borken, Nießing, nadał części swojej produkcji solidne, nowe podstawy. Nowy magazyn płyt automatycznie zasila zarówno piłę poziomą, jak i nowy, wysokowydajny system CNC. Może to na pierwszy rzut oka brzmieć jak „masa”, ale ma zupełnie inne podłoże: najnowocześniejsza technologia umożliwia elastyczną i precyzyjną produkcję absolutnie indywidualnych drzwi wewnętrznych, które charakteryzują się najwyższą jakością w każdym szczególe .
Nießing produkuje wysokiej jakości drzwi wewnętrzne na łącznej powierzchni około 10 000 m2 w Borken w północno-zachodniej części Nadrenii Północnej-Westfalii, w pobliżu granicy z Holandią. Rodzinną firmę prowadzą Josef Nießing (66 l.) i jego syn Jonas (33 l.). W zeszłym roku obaj mistrzowie stolarstwa zainwestowali znaczne środki w nową halę produkcyjną i najnowocześniejszą technologię maszyn, wyznaczając tym samym kurs na przyszłość.
Silny partner handlu i przemysłu
Już w latach 70-tych firma specjalizowała się wyłącznie w produkcji drzwi wewnętrznych. Początkowo były to elementy specjalne dla przemysłu drzwiowego na szeroką skalę. Od 2000 roku Nießing inwestował szczególnie w rozwój własnej marki. W ten sposób udało im się ugruntować pozycję dostawcy wysokiej jakości drzwi wewnętrznych, zwłaszcza dla stolarzy i stolarzy. Obszar ten ma obecnie znaczący udział w sprzedaży, a tendencja jest rosnąca. Josef Nießing: „Wśród naszych kolegów stolarzy i stolarzy zdobywamy punkty szczególnie za nasz wysoki poziom jakości i naszą dużą elastyczność. Oczywiście na próżno będziesz tu szukać drzwi za 250 euro.
Dziś ponad 200 stolarzy i stolarzy polega na partnerstwie z firmą Nießing. Jako dostawca dla przemysłu, firma pozostaje nadal poszukiwanym i niezawodnym dostawcą oraz partnerem w zakresie rozwiązań specjalnych.
Żona Josefa Nießinga, Mechthild, zajmująca się marketingiem, podsumowuje, co reprezentuje to rodzinne przedsiębiorstwo: „Postrzegamy siebie jako partnera dla naszych klientów z branży stolarskiej i branży drzwiowej. Celem musi być zawsze wspólne osiągnięcie długoterminowego sukcesu.”
Firma zatrudnia 44 osoby. Szkolenie jest również bardzo ważne w cechu stolarskim. Josef Nießing: „Zawsze mamy czterech do pięciu stażystów. Zależy nam na tym, aby z reguły współpracowali z nami na okres próbny lub wcześniej odbywali staż”.

Automatyczna piła magazynowa zasilająca oraz CNC
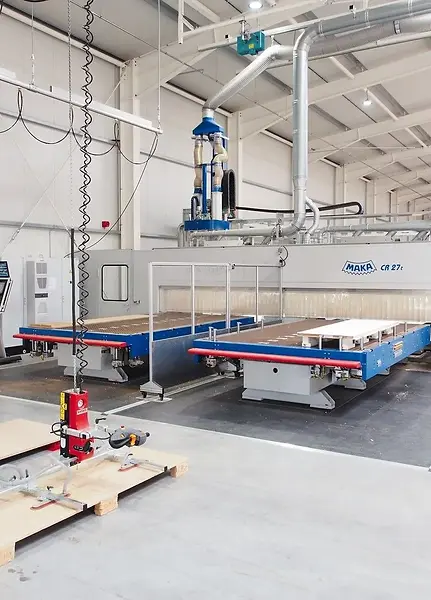
W ubiegłym roku Nießing rozszerzyła swoją produkcję o halę o powierzchni 2500 m2. Powód: Cięcie paneli i obróbka CNC zostały przeniesione na nowy poziom. Sercem systemu jest w pełni automatyczny system przechowywania płyt CSF firmy Barbaric. Zasila to zarówno piłę do formatowania płyt Schelling fh 4, jak i wysokowydajne centrum obróbcze CNC CR 27t firmy Maka.
Jonas Nießing jest bardzo zadowolony: „Dzięki magazynowi Barbaric jesteśmy w stanie obsłużyć praktycznie wszystkie przetwarzane przez nas płyty o masie do 300 kg – nawet te bardzo trudne. Aby to zadziałało, Barbaric napisał ponad 25 programów dla manipulatora. Wkrótce będzie to nadawało się do przenoszenia płyt izolacyjnych z włókna drzewnego za pomocą chwytaków igłowych.
Nießing zajmuje obecnie około 60 miejsc w magazynie o długości 35 m, posortowanych chaotycznie lub komisowo. Są to formaty pełne, połówki i inne, ale także półprodukty i resztki. Dzięki obrotowi o 90° panele można przechowywać we wszystkich kierunkach. Podczas każdego procesu ponownego układania panele są mierzone i ważone. Na pokładzie magazynu Barbaric znajduje się również drukarka etykiet LPS. Za pomocą tego urządzenia można opisywać panele przed ich przycięciem.
Indywidualnie skonfigurowany, wysokowydajny CNC
Prawdziwą atrakcją nowej hali jest nowe centrum obróbcze CNC Maka. Razem z Michaelem Meerem, menedżerem sprzedaży Maka North, Josef i Jonas Nießing spędzili wiele godzin i pół nocy na myśleniu, poceniu się i dyskusjach. Ostatecznie zdefiniowali bardzo indywidualnie skonfigurowaną maszynę, która spełnia wysokie standardy jakości i wydajności.
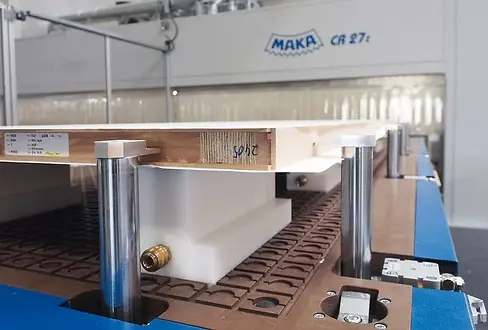
5-osiowe centrum obróbcze CNC CR27 t posiada dwa tandemowe stoły ruchome, które w razie potrzeby można łączyć. Obszar roboczy (rozmiar kostki) przy całkowitej długości narzędzia 200 mm i średnicy narzędzia 60 mm wynosi 2200 x 4100 x 400 mm na stół. Środkowe przejście pomiędzy dwoma stołami umożliwia załadunek z trzech stron: ręcznie od przodu lub z boku stołu oraz w pełni automatycznie od tyłu z magazynu płyt. Zapewnia to producentowi drzwi niezwykle dużą elastyczność. Stoły maszynowe mają wydłużony skok wysuwania. Oznacza to, że Maka może być łatwo i automatycznie zasilana z magazynu panelu.
Ojciec i syn są prawdziwymi maniakami technologii i wyjaśniają mi wiele ekscytujących szczegółów maszyny. Szczególne wrażenie zrobiła na nich jedna rzecz: 5-osiowe wrzeciono (26 kW) z systemem napędowym Galaxie firmy Wittenstein. „Wrzeciono jest niesamowite, ponieważ jest całkowicie pozbawione luzu i pozwala nam osiągnąć bardzo wysoką wydajność obróbki.”
Stoły kratowe z żywicy fenolowej wyposażone są w frezy rowkowe do wprowadzenia sznurów uszczelniających. Na każdym stole znajduje się siedem pneumatycznie opuszczanych wzdłużnych zderzaków obrabianego przedmiotu, zaprojektowanych w formie cylindrów podnosząco-uchylnych z języczkami ograniczającymi występy forniru. Maszyna posiada wiele funkcji specjalnych, m.in.:
-
14 obwodów mocowania próżniowego na każdy stół maszynowy
-
Dodatkowe wrzeciono frezarskie 4-osiowe HSK F63, 26 kW
-
Magazyn narzędzi łańcuchowych z 33 miejscami na jednostkę 5-osiową
-
dwa magazyny narzędziowe stołu obrotowego po 20 miejsc każdy dla zespołu 4-osiowego
-
Każdy stół posiada listwę ssącą z automatycznym podnoszeniem (0 – 400 mm, płynnie regulowana)
-
dwa automatyczne systemy pomiaru narzędzi i kontroli pęknięć za pomocą wiązki lasera
-
Sonda pomiarowa 3D z transmisją radiową
-
System kamer do monitorowania procesu
-
System projekcji laserowej konturowej Maka.
-
Niezależne od maszyny oprogramowanie CAD/CAM
Do projektowania i podłączania maszyn producenci drzwi wykorzystują kombinację programu AutoCAD i niezależnego od maszyny oprogramowania CAM NC-Hops do produkcji drzwi firmy Direkt CNC-Systeme. Jonas Nießing: „Teraz, gdy mamy dobrą pozycję pod względem technologii maszyn, obecnie intensywnie pracujemy nad nowym oprogramowaniem CAD”.



KeraTür investiert in 5-Achs-CNC-Komplettbearbeitung für Türblätter
Handwerk trifft Technik
Mit einer außergewöhnlich hohen Wertschöpfungstiefe produziert KeraTür in Raesfeld hochwertige Haustüren in allen Stilrichtungen und mit interessanten Alleinstellungsmerkmalen. Für die flexible Komplettbearbeitung der Türblätter hat das Unternehmen in eine 5-Achs-CNC von Maka investiert – was u. a. einen deutlichen Produktivitätsschub mit sich brachte.
KeraTür macht nur eines, aber das besonders gut: Haustüren aus Holz. Diese bieten u. a. passivhaustaugliche Wärmedämmwerte ab 0,64 W/m2K sowie Sicherheitsklassen bis RC3. Wichtigste Säule ist die enge Zusammenarbeit mit der Fertighausindustrie. Ebenso werden Privatkunden bedient – inklusive Beratung in der Ausstellung sowie Montage und Service vor Ort. Auch für Händler und Tischler empfiehlt sich das Unternehmen als Partner. Julian Kemming (40), dessen Urgroßvater die Tischlerei gründete: „Bei uns trifft flexible Maschinentechnik auf traditionelle Handarbeit.“
In Sachen Konstruktion wird auf Entwicklungen aus dem eigenen Haus gesetzt. Als Türrahmen kommt ein eigens entwickeltes Blockzargensystem mit 120 mm Profilstärke anstatt eines herkömmlichen Blendrahmens zum Einsatz. Das ist ein interessantes Alleinstellungsmerkmal in puncto Stabilität und auch Optik, da alle Rahmenriegel die gleiche Ansichtsbreite im eingebauten Zustand haben. Die Türblätter sind 94 mm dick und in zweischaliger Verbundbauweise ausgeführt.
Die Produktpalette reicht vom preisbewussten Serienprogramm bis hin zu individuellen High-End-Lösungen. KeraTür wurde bereits viermal mit dem RedDot-Design-Award für innovatives Produktdesign ausgezeichnet. Attraktiv in Szene gesetzt wird das Portfolio in der hauseigenen, 200 m2 großen Ausstellung am Firmensitz in Raesfeld.
Sehr hohe Wertschöpfungstiefe
Mit seinen insgesamt rund 70 Mitarbeiterinnen und Mitarbeitern – davon 50 in der Produktion – setzt der Haustürhersteller auf eine extrem hohe Fertigungstiefe. Gekauft wird das Schnittholz direkt beim Sägewerk. Nach sechsmonatiger Freiluftlagerung wird das Holz in modernen Kammern schonend getrocknet und dann erst im eigenen Betrieb entsprechend weiterverarbeitet. Ob Kanteln, Türrohlinge, Füllungen, Aufdoppelungen und mehr: KeraTür produziert all diese Komponenten komplett selber, um keinerlei Kompromisse in Sachen Qualität bei den jährlich insgesamt rund 3500 bis 4000 produzierten Haustüren eingehen zu müssen. „Das hat auch mit Termintreue zu tun, die wir sehr großschreiben“, so Julian Kemming. „Wir liefern zuverlässig innerhalb von drei Wochen ab Bestellung. Das schaffen wir nur, weil die komplette Lieferkette im eigenen Haus ist.“ Um das zu realisieren, ist auch ein sehr flexibler und leistungsstarker Maschinenpark erforderlich.
Flexible Komplettbearbeitung der Türblätter
Die CNC-Bearbeitung der Kanteln wird seit 2014 auf einer Conturex aus dem Hause Weinig ausgeführt. Die Türblattbearbeitung erfolgt seit 30 Jahren zuverlässig auf einem CNC-Bearbeitungszentrum mit zwei Tischen der Fa. Heian. Um flexibler auf die stetig gewachsene Auftragslage mit höheren Produktionskapazitäten zu reagieren, hat man sich zur Investition in ein zweites CNC-BAZ entschieden. Zunächst wurden dazu alle namhaften CNC-Hersteller am Markt gescreent. Aufgrund der hohen Zerspanungsleistung beim Fräsen von bis zu 150 mm dicken Türblättern braucht es eine sehr robuste Bauweise. Daher kam nur eine schwere Tischmaschine mit festem Portal infrage. Kemming: „Nach dem ersten Gespräch mit Michael Meer von Maka Nord war klar, dass Maka der richtige Partner für uns ist.“ Das Unternehmen entschied sich für das 5-Achs-Bearbeitungszentrum CR 27s. „Gemeinsam mit Michael Meer haben wir eine optimale Lösung für uns erarbeitet.“
Zudem hat Kemming sich intensiv mit Kollegen, beispielsweise mit dem Innentürhersteller Nießing aus dem nahegelegenen Borken, ausgetauscht, der ebenfalls auf Maka-CNC-Technologie bei der Türblattbearbeitung setzt.



Starke Features, unkomplizierte Anbindung
Die Maka bietet einen flexiblen Arbeitsbereich von 3000 x 1500 x 400 mm. An Bord hat sie ein Hightech-5-Achs-Universalaggregat mit Galaxie-Antrieb und einer Leistung von 26 kW. Die sehr hohe Verdrehsteifigkeit und Nullspiel sorgen für hochpräzise Bearbeitungsergebnisse.
Für das Spannen auf dem Rastertisch wurden spezielle Vakuum-Blocksauger entwickelt. Als Anschlag kommen absenkbare Anschlagbolzen zum Einsatz. Diese lassen sich noch um 90° verdrehen, falls das Werkstück einen Falz- bzw. Furnierüberstand hat. Zudem hat sich die Laser-Positionierung von Sauger und Werkstück bewährt. Der Kettenwerkzeugwechsler hat 51 Plätze. Hinzu kommt ein zusätzlicher Pick-up-Platz für drei weitere große Werkzeuge bzw. Aggregate. Die Bohr- und Fräsaggregate lieferte – wie zuvor bereits für die Heian und Conturex – die Fa. Grotefeld. „Auch hier lief die Abstimmung hervorragend und mit der Performance sind wir sehr zufrieden.“ Um das manuelle Schleifen auf die Maschine zu verlagern, hat man sich an den Schleifexperten Arminius gewandt. „Die für uns entwickelten Schleifaggregate arbeiten sehr präzise und mit einer langen Standzeit. So wird dieser sonst zeitaufwendige Arbeitsschritt den Kollegen im Bankraum erspart.“
Angesteuert wird die Maka (sowie auch die Conturex) von der CAD/CAM-Software Alphacam. Julian Kemming: „Das ist eine in der Praxis bewährte Lösung, die auch bei uns perfekt funktioniert.“ Unterm Strich freut Kemming sich über spürbar schnellere Bearbeitungs- und Werkzeugwechselzeiten.
KeraTür GmbH & Co. KG 46348 Raesfeld www.keratuer.de
BM-Fotos: Christian Närdemann